Alumina is the raw material for aluminum products and an auxiliary material for industries like chemicals and machinery. It has long played an important role in the national economy. New industries, like telecommunications, new energy, and semiconductors, are rapidly growing. This increases the demand for high-performance materials. High-end alumina products are gaining traction, especially in the trillion-dollar new energy market. Aluminbjbjbjbjbja has become a crucial foundational material in this sector.
The New Energy Market
To address the global energy crisis and environmental pollution, countries have introduced policies to promote low-carbon energy transformation. These policies aim to support the sustainable development of the new energy industry.
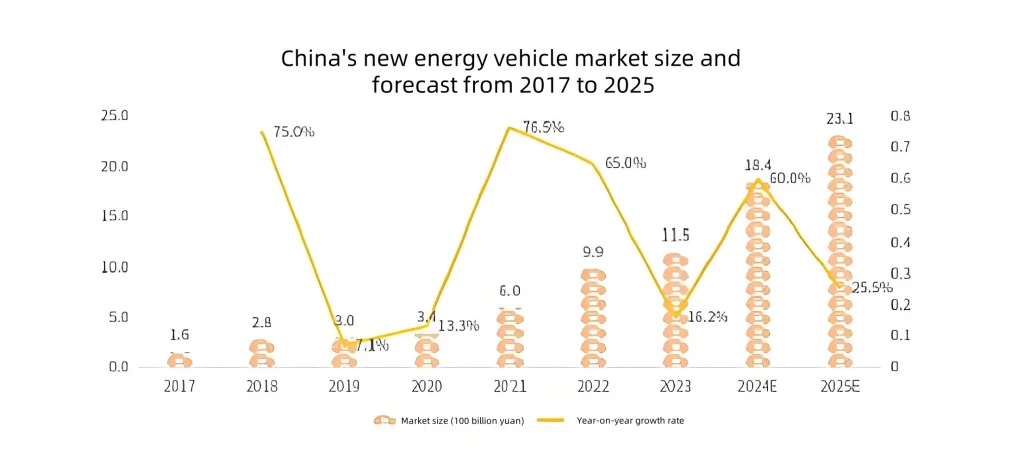
In the new energy vehicle sector, China’s production and sales have been growing steadily since 2021. Annual growth has exceeded 30% for four consecutive years. In 2024, new energy vehicle production and sales surpassed 10 million units for the first time, reaching 12.888 million and 12.866 million units. This marks a year-on-year increase of 34.4% and 35.5%. New energy vehicles now account for 40.9% of total vehicle sales, up 9.3 percentage points from 2023. Some institutions predict that the Chinese new energy vehicle market will reach 2.31 trillion yuan by 2025.
Battery Sector
According to data released by the Ministry of Industry and Information Technology, in 2024, China’s total lithium battery production reached 1,170 GWh, a year-on-year increase of 24%, with the total industry output value exceeding 1.2 trillion yuan.
Application of Alumina in the New Energy Industry
Cathode Materials
In lithium-ion battery cathode materials, the surface coating of Al₂O₃ can effectively improve the capacity retention, long-cycle performance, and thermal stability of the cathode materials. The positive effects of Al₂O₃ surface coatings on cathode material performance may include:
Acting as a fluoride scavenger, removing HF from the electrolyte solution and suppressing the dissolution of transition metals in the cathode material.
Forming a physical protective barrier on the cathode surface to prevent unnecessary side reactions between the cathode material and non-aqueous electrolyte.
Forming lithium-aluminide on the cathode surface to enhance lithium ion diffusion rate and reduce charge transfer resistance.
Reducing exothermic reactions, thereby improving the thermal stability of the cathode material.
Reacting with LiPF₆ to generate the electrolyte additive LiPO₂F₂, which improves battery cycling performance and lifespan.
Suppressing the Jahn-Teller effect, thereby enhancing the cycling stability of the electrode.

Separator Coating
The separator is the most technically challenging component in lithium-ion battery materials. Its cost proportion ranks second only to cathode materials, accounting for approximately 10% to 14%. In some high-end batteries, the cost of the separator can even account for up to 20%.
Research shows that coating the separator surface on one or both sides improves high-temperature stability. It also reduces safety risks like electrode contact, combustion, and explosions caused by separator thermal shrinkage. This significantly enhances the separator’s stability and lifespan.
High-purity alumina is an ideal inorganic coating material. It offers excellent thermal stability and chemical inertness, making it perfect for ceramic coatings on battery separators.
Anode Materials
Alumina can not only be coated on separators but also on the surface of anodes. Studies by Hou Min and Zhang Yanjiang have found that coating alumina on the anode surface improved the stability of the anode interface, reduced the loss of active lithium, and enhanced the charge retention ability and cycling performance of lithium-ion batteries. During puncture tests, the anode surface coating was able to reduce the severity of the short circuit between the anode and cathode.
Electrolytes
The performance of lithium-ion batteries is largely affected by the properties of the electrolyte. Different electrolyte systems are used for different functions of lithium-ion batteries. Research has shown that adding a certain amount of alumina powder to the electrolyte can effectively improve the electrolyte’s conductivity, reduce charge transfer resistance, and enhance the electrochemical performance of lithium-ion batteries.

Solid-State Battery Electrolytes
High-purity nano-alumina added to polymer solid-state electrolytes, such as poly(ethylene oxide) (PEO), can enhance the conductivity and stability of the polymer, reduce polymer crystallinity, and increase chain mobility. When added to oxide solid-state electrolytes, such as garnet-type Li₇La₃Zr₂O₁₂ (LLZO) solid electrolytes, it can improve the electrolyte’s conductivity and capacity retention.
Conclusion
Beyond the applications mentioned above, alumina’s use in the new energy industry is far from limited. For example, it is used in ceramic components such as relays, fuses, and sealing rings in new energy vehicles. In the new energy industry, facing challenges in thermal management, alumina plays a key role not only as a heat dissipation substrate but also as a thermal conductive filler, often used in heat-conducting pastes, gels, and other cooling materials. In conclusion, alumina materials have a broad application prospect in the trillion-dollar new energy and semiconductor markets.
Epic Powder Machinery is at the forefront of advancing materials for the new energy sector. With our expertise in ultrafine grinding and precision manufacturing, we provide high-quality alumina products for various applications, including battery components. Our state-of-the-art technology ensures that our materials meet the stringent demands of modern industries, contributing to the sustainable growth of the new energy market. Trust Epic Powder to support your innovations with cutting-edge solutions.

